Cutting Balsa Ribs with a Taig CNC Mill.
I used the following equipment:
- Taig CNC Mill
- Cutting Fixture.
I used the following Software:
- Compufoil to make the airfoil plot. and export to DXF
- Rhino CAD, to modify the DXF slightly.
- Sheet Cam CAM to generate “Gcode” from the DXF
- Mach2 CNC to run the Mill
Step by Step:
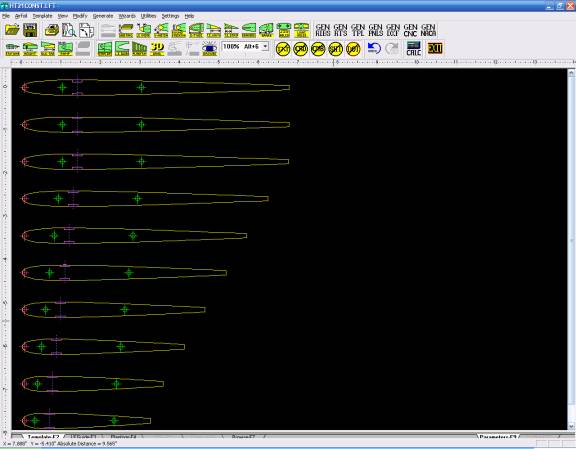
1)Create the ribs with Compufoil. (Note the spar slots, leading edge hole and jig holes.
Then export to DXF.
Step 2: Modify the ribs in Rhino,
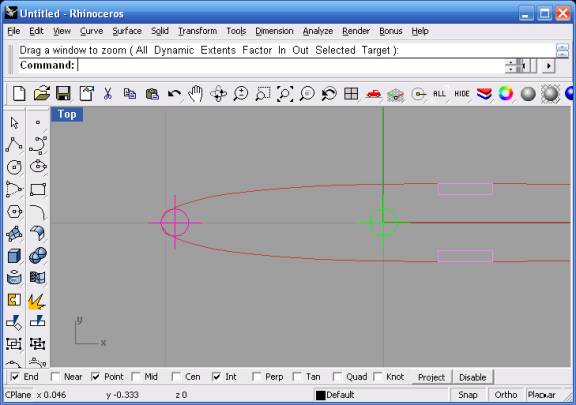
2a)I load the full sheet of ribs from the exported DXF and then work on them one at a time:
I select the whole rib and then move the center of the front jig hole to the origin (0,0,0).
Then I zoom in on the front of the rib…
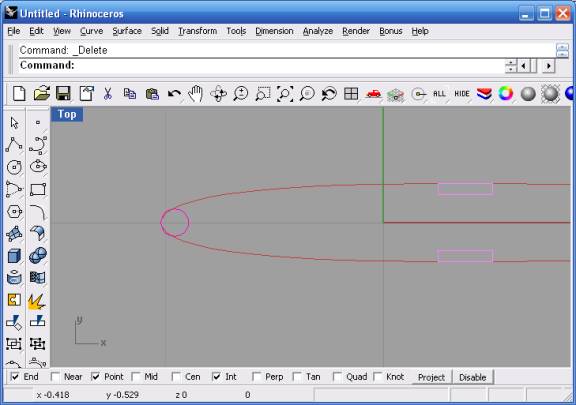
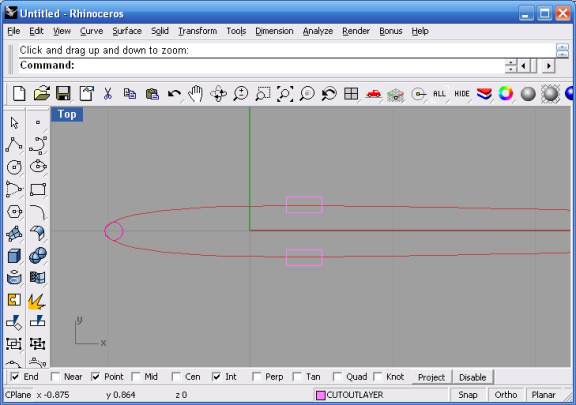
2b)I then remove the Jig hole and cross hairs from the Leading edge, I could have removed both of these in Compufoil, but I wanted to use the Jig hole as the origin and I forgot to remove the leading edge cross hairs.
2c)My cutter is 1/16” or .0625, My spar slots are thinner than that so the
CAM program will complain that it can not cut the slots. So I extend them so they are thicker than my cutter. When this is done I select the whole rib and export it as DXF.
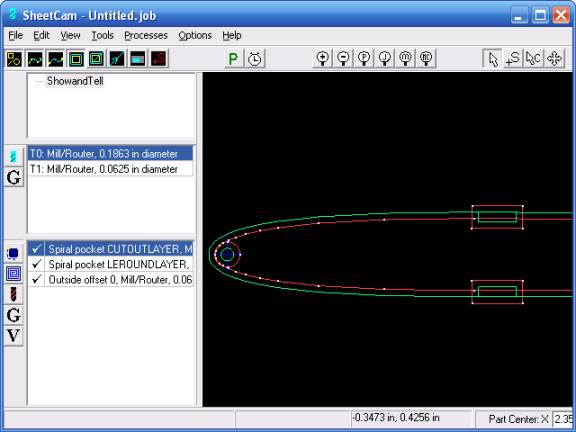
3)SheetCam
3a)I open Sheet CAM, make a 0.0625in diameter tool and set up some stock, all of these steps are covered in the sheetcam tutorial.
Then I load my DXF of the single RIB at the origin…

3b)Then I set up the cuts…At this point the drawing is on three layers:

I use the cut spiral pocket command (The second Icon above that looks like a maze.)
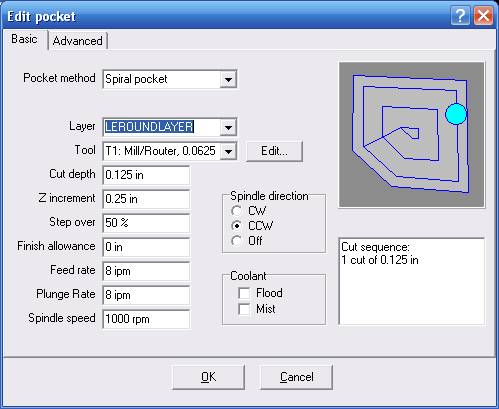
Notice that I’ve selected a cutter a depth and a layer….
Repeat this for the CUTOUT Layer… for the spar slots..
Lastly select the Icon above the maze icon to cut the outline….

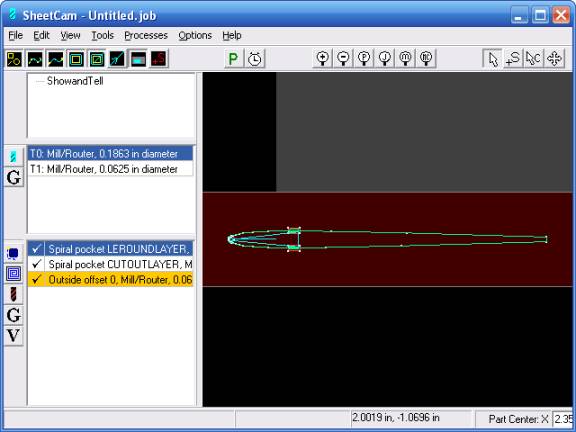
3c)As you create the cuts SHEETCAM will make a list of cuts
Hold your mouse of the list of cuts and check for any warning messages.
See how the last cut is in orange….. bad news…. Read on
As I was doing this I got a warning on the outline cut that said:
“Open Paths were not offset” What this means is that the outline was not
a continuous closed shape and the program could not figure out which side of the line to cut on. This is bad as it will not compensate for the thickness of the cutter and the rib will be the wrong shape.
So reopen it in Rhino and look for the gap…
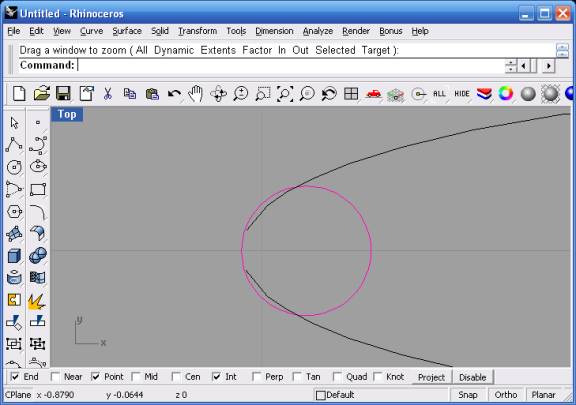
As you can see at the very leading edge is a gap…So I closed the gap with a line…
And redid the steps.
3d)When everything is right note that the cut lines (shown in green) are offset from the part outline (In red)
Now I choose file post process and it asks me where to store the program for the Mill.
I usually store the files on a small USB memory stick, so I can carry it from my computer out to the mill in the garage. This may seem tedious, but once you get the process down I did all the CAD/CAM work for 10 ribs in about 30 minutes.
4)Now that we have all the cad files on a usb memory stick it’s time to go make balsa dust. But first an outline of the fixture.

The fixture is an aluminum plate with 6 counter sunk bolt holes so I can bolt it to the table of the mill. It also has a number of 8-32, 6-32 and 4-40 holes tapped into it.
(The airfoil shape on the plate is only about 0.005” deep and full of balsa dust, this is the result of cutting a bunch of ribs.)
For the ribs I’m using as an example they have a thin chord so I used the smallest holes
4-40 to mount the stock. I used two holes 2” apart and a small aluminum brace I made..

This is uncut stock bolted down to the fixture ready to be cut.
A work about coordinates… You need to tie together the origin, or 0,0,0
position all the way from Compufoil through the cad, cam and then on to the Mill.
I used the forward lighting hole as 0,0,0. Since I told CAMCAD the material was 0.125 thick, I set the tool zero height 0.120 above the fixture plate to make sure I cut all the way through the balsa.
As for cutting tools I used som 1/16” carbide PCB router bits. The taig can’t really spin these fast enough to cut balsa properly, so the cut is a bit fuzzy.

I bought these from toolsandtunes on ebay, so just go to e-bay and look for toolsandtoons. He posts carbide bits every Friday.
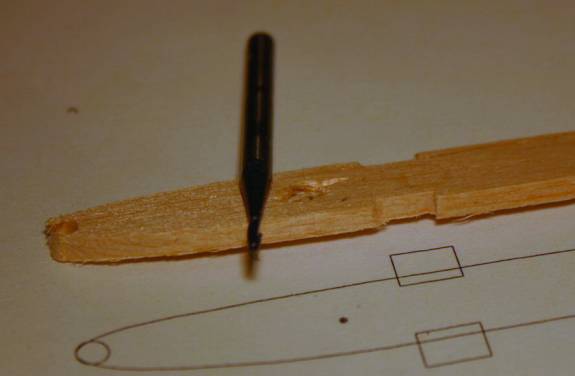
Now on to the cut, after the coordicantes are all set up just load the G-Code from the USB memory stick and start cutting….
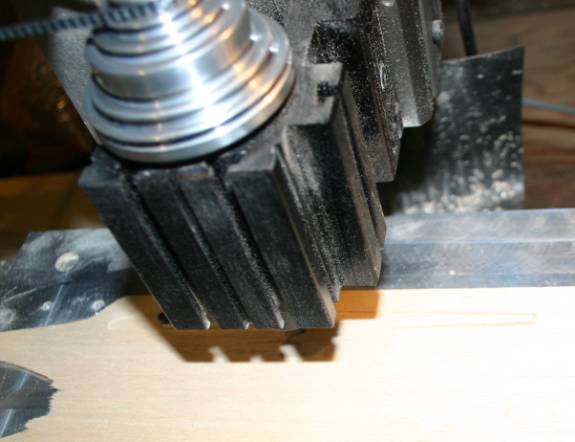
It’s kind of hard to see in this picture, but mill has cut most of the rib and is just about finished. In the next picture you can see the mill has just finished cutting the round holfor the carbon leading edge and you can also see where it cut the spar slot.

The finished product un sanded and un modified… Realize this is a very thin rib, less than 0.3 between the spar slots.

After much feedback I bought a different cutter and the rib needs virtually no sanding.
You want a two flute cutter not a rasp, they should be available from the same place as I quoted earlier.